BLOG ブログ
工場&制作部門の事例を紹介。全社で取り組む西川コミュニケーションズのカイゼンとは
カイゼンは、日々の業務を見直して生産性や品質を向上させるために欠かせない活動のひとつ。西川コミュニケーションズでも全社で取り組みが進んでいます。
本記事では、カイゼン推進担当の福井満と深田青邦に話を聞きました。印刷を祖業とし、AIや3DCG、Webマーケティングなど幅広い分野へと事業領域を広げてきた西川コミュニケーションズでは、多種多様な業務をどのようにカイゼンしているのか? 実際の事例を交えてご紹介します。
西川コミュニケーションズのカイゼンの概要
―――まず、どのようにカイゼンを進めてきたのかを教えてください。
福井: 現場レベルでの小さなカイゼンはもっと早くからされてきましたが、外部講師をお招きするなどして本格的に取り組みを始めたのは2019年のことです。まず他の拠点に先駆けて印刷やロジセンターのある工場(東海BPOセンター)からスタートしました。
私はその活動に名古屋本社から参加してきました。本来は現場の方たちで進めていくのが理想なんですが、現場の方は実務に追われていてなかなか取り掛かれなかったりするんですよね。そこで私が本社から背中を押す形でサポートしてきました。深田さんは工場の推進メンバーでしたよね。
深田: はい。取り組みが始まった翌年から推進メンバーに加わりました。カイゼンというとデータ分析というイメージがありましたが、想像より泥臭い仕事で、毎日現場にはりついて、現場の人たちと一緒にひとつひとつの動作を見てムダをあらい出すような地道な作業でしたね。
一年ほど経ったところで、他の拠点の間接部門や制作部門、営業部門などでもカイゼンを進めていくことになり、推進担当として本社に異動しました。とはいえ全社への展開はなかなか難しく......。
福井: 工場のほうはどんどん進んでいたんですけどね。効果がわかりやすいので、どうしても工場の活動に力が入ってしまって。
深田: そうなんです。名古屋本社でも製版部門のカイゼンは進めており、これは現場の皆さんがしっかり進めていただいたこともあって無事に目標達成したのですが、他がなかなか進まないという状態でした。そこで、全社での取り組みに本腰を入れていくため福井さんが加わられました。
福井: そうして立ち上げられたのが、カイゼンをメインに行う経営企画課です。現在は社内のカイゼン効果が高い業務を見つけ出してカイゼンを進めたり、考え方などを従業員の皆さんに浸透させていくことを業務としています。

カイゼンは細かな作業の積み重ね
―――カイゼンはどのように進めてこられたのでしょうか。
福井: 基本的な流れはどの会社でも同じではないでしょうか。ターゲットとなる業務を定めて目標を立て、ムダを探してそこを削っていく。これの繰り返しです。
さまざまなツールを利用していますが、最初に必要なのは作業要領書と生産管理板です。
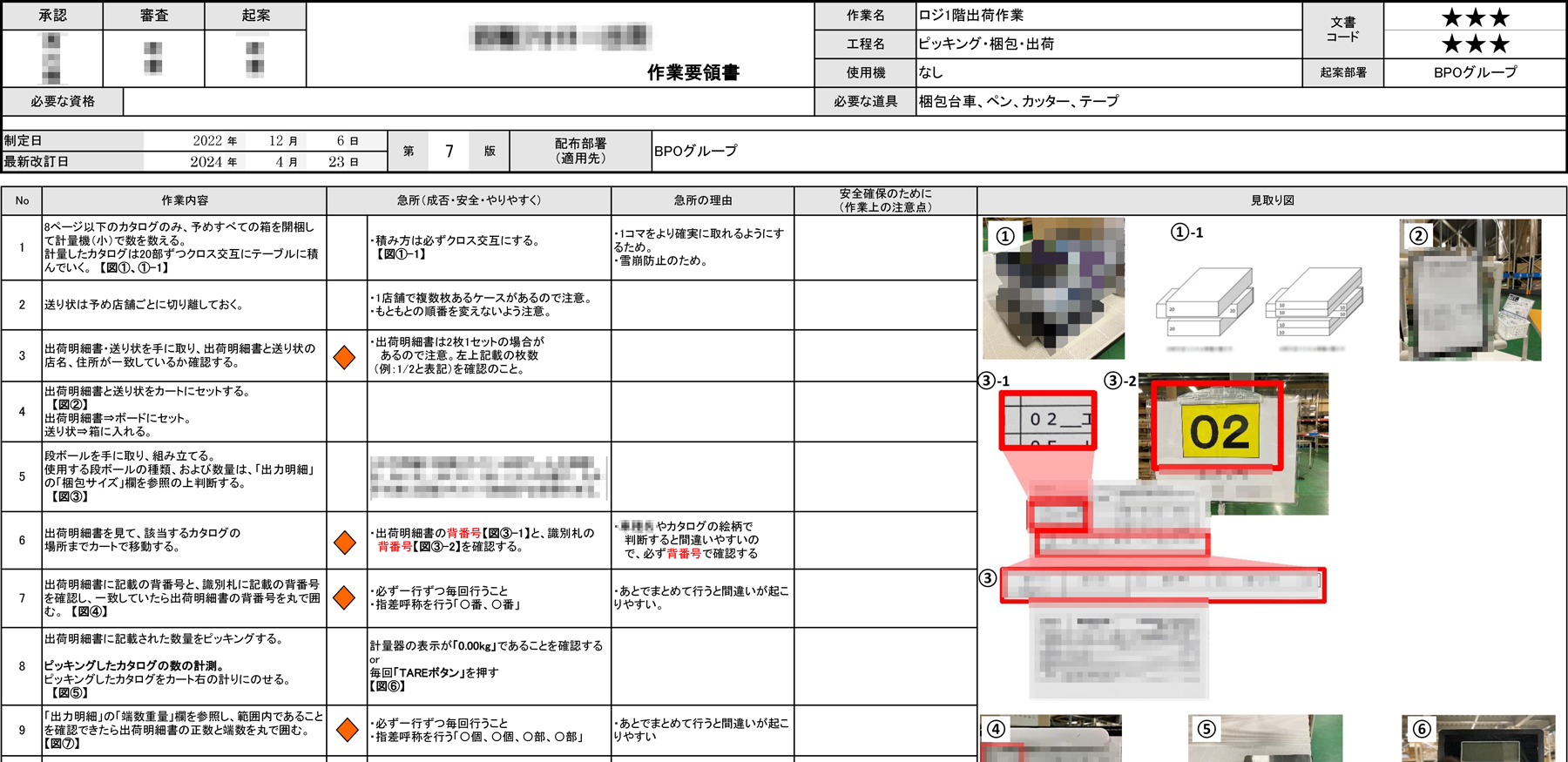
作業要領書
業務に必要な作業の手順を工程ごとに書いたもの。
・作業者全員が同じ手順で作業ができる(標準作業)
・初めての人でもそれを見れば作業ができる
生産管理板
時間ごとの生産計画数、生産実績、生産累計数、異常内容を記録したもの。
作業者と管理者のコミュニケーションツール(目で見る管理の道具)であり、時間ごとの問題点をみつけやすく工夫したものです(時々刻々の管理)。

作業要領書は事故が発生した場合、原因を調べるための基準になります。また生産管理板は、問題点の発見に役立ちます。例えば、いつもより時間がかかっている作業があった場合、なぜ遅れたのか、どこに原因があるのか、いわゆるなぜなぜ分析を重ねたうえで、どうしたら解決できるのかを考えていく。そういった細かい作業を積み重ねてムダを削っていきます。
―――しかし、業務内容は部門によってまったく異なりますよね。同じ方法でカイゼンができるんでしょうか。
福井: 向き不向きはありますよね。特に作業要領書は定常業務の多い仕事には向いていますが、毎回やることが少しずつ変わるような業務では難しいと思います。工場と同じフォーマットでは合わない業務のようなら、必要に応じて変えてくださいとお話しています。
まずはマニュアルのようなものでもいいんです。とにかくそれを見れば皆が同じように作業できるようなものを作っていくことが大事です。
深田: 基準のないところにカイゼンはないですからね。基準のやり方が決まっていなければ、問題点も見つかりません。まずは効率的でムダのない基準の作業を決めて、全員がそれをやることがカイゼンの第一歩です。
―――進捗はいかがですか?
福井: 工場のほうは作業要領書はほぼすべての部署で作成されています。ただ、一度作ったものでもブラッシュアップは必要ですし、ここまでやれば100%というラインはありません。今後も着々と続けていくといったところですね。
他拠点は作業要領書も今年から取り掛かったばかりという段階です。それなりのカイゼンができている部署もありますが、全体的にはまだこれからです。
―――カイゼンが始まってから、社内に変化を感じられることはありましたか?
深田: 工場でいうと、目的への意識の変化は感じますね。大きな目標を部署や個人のレベルにブレイクダウンしていくという感覚が身についてきているのではないでしょうか。
通常、売り上げの目標などは、現場として何をすればいいのかがわかりづらい部分があります。しかしカイゼンでは、全体の目標をもとに部署の活動KPIを落とし込み、従業員が何をすればそれが達成できるかというところまで具体的に考えられます。
例えば印刷で100万円分のコストカットを目標とした場合、刷り出し※にロール紙200m分を使っていたところを100mにしたら目標が達成できる、といったふうに。自分たちの作業レベルに目標をブレイクダウンしていく考え方ができるようになってきたと感じます。
※本刷りの前に色合わせなどの調整をするために行う、準備としての印刷作業

工場と制作部門の事例紹介
―――これまでにどのようなカイゼンをしてきたのでしょうか。事例を教えてください。
福井: では工場と制作現場、まったく業務内容の異なるふたつの事例をご紹介します。
ロジセンターでのカタログ梱包作業
福井: 工場内のロジセンターでは、在庫として保管してあるカタログを出荷明細に従ってピッキングし梱包、発送準備を行う業務を日常的に行っています。
カイゼンに取り組む前に作業の様子を見せてもらったのですが、人の動きに見るからにムダが多く、カイゼンすべき点は明らかでした。

基本の作業内容
①トータルピッキング担当者が、移動棚からカタログを取り出し、作業場に並べる
②個別ピッキング担当者が、出荷明細書のとおりにカタログをピッキングし、梱包担当者に渡す
③梱包担当者が、出荷明細書とカタログの種類と数量を確認し、箱に詰める
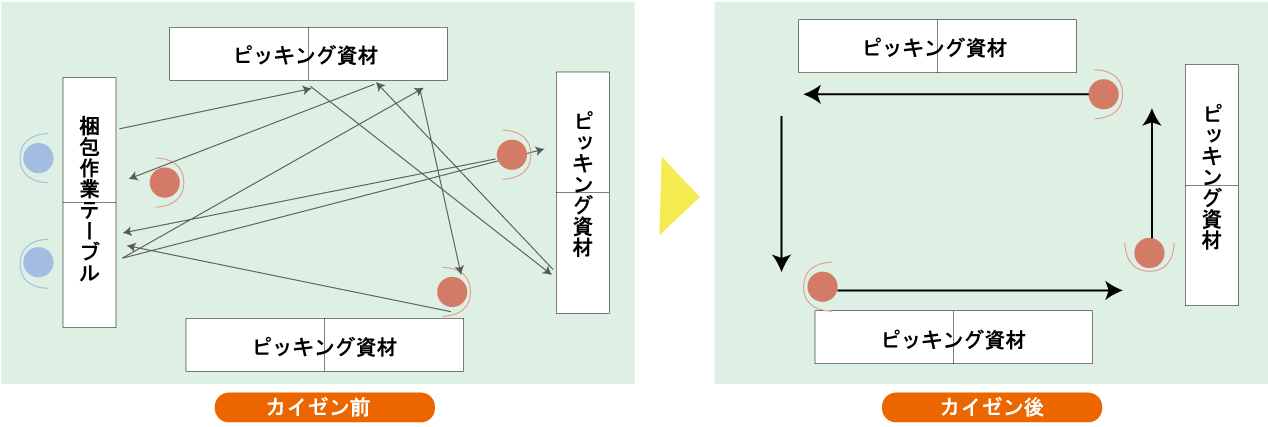
カイゼン①カタログの置き方を見直し、作業者の動線を整理
在庫の多い順に並べられていたカタログを、品番順に並べ替えることに。一筆書き動線でピッキングできるようになり、歩行が減らせました。
カイゼン②オリジナル台車の作成
さらにピッキング担当者がカタログを載せた台車上でそのまま梱包まで行うフローに変更。梱包担当者を置かずにすむようになり、大幅に工数を削減しました。
なお、既存の台車では小さすぎたため、十分な作業スペースのとれるオリジナル台車も作成しました。材料はホームセンターで購入し、テストをしながら改良を重ねています。
 出荷明細をセットできるボードやテープ台等、作業内容に合わせた台車ができました
出荷明細をセットできるボードやテープ台等、作業内容に合わせた台車ができました
カイゼン③作業要領書を作成し標準作業を決める
作業手順が決まっておらず、作業者によってやり方がバラバラであることも判明しました。ムダがなく効率的な標準作業を決め、作業要領書にまとめました。
カイゼンの効果
| カイゼン前 4.22分 /梱包 目標:2.68分/梱包 |
⇒ | 台車での梱包フロー導入後 2.50分/梱包 作業者5名⇒2名 |
集中的な取り組みが終わった後も細かい見直しを重ねてカイゼンが続けられています。
沖縄制作室での校正業務
深田: こちらは現場の方が中心になって進めていただいた事例です。
チラシなどの制作を担当しているNICOの沖縄制作室では、以前から労働時間に課題がありました。そこでこの沖縄の校正チームに校正を依頼している大阪支社のスタッフが中心となって、労働時間の改善に取り組みました。
現状把握でわかったこと
勤怠データや作業実績、校正フローから現状を分析した結果、以下のような問題が見つかりました。
・ジョブの優先順位が明確でなく、仕事があればあるだけその日にやってしまう
・労働時間短縮の策として繁忙期シフトを導入していたが、労働時間が減っていない
・制作ー校正ー営業間で校正のラリーが多い
カイゼン①作業計画を整備して、本当に必要な分だけ作業するように
まずは管理者が前日に作業計画を立て、担当者ごとの作業量や処理目標をはっきり決めることに。
本当にその日にやらないといけない仕事だけに取り掛かるようにしました。
カイゼン②繁忙期シフトの中止
繁忙期には夕方出社のシフトになっていましたが、営業担当との勤務時間がズレてコミュニケーション上の弊害が発生していました。労働時間の短縮に効果が出ていないため、繁忙期シフトは中止することに。
カイゼン③役割分担を見直し、校正のラリーを減らす
校正チームの校正のあとにさらに営業担当の校正があり、時間を要していたことが判明。さらに本来は必要のないデザイン的な修正についても校正をしていました。そこで校正チームと営業担当の役割をはっきりと決めることで、工程を短縮しました。
・沖縄校正と営業校正を同時進行で行う
・沖縄校正は正誤に関係のないデザイン的な修正については確認しない
カイゼンの効果
●前月と比較した時間外労働時間 30%削減
●繁忙期同士の比較で時間外労働時間 62%削減
大幅な削減を実現しました。
従業員のメリットとは反することもある、カイゼンのジレンマ
―――さまざまなカイゼンを推進してこられたと思いますが、課題と感じたことなどはありましたか?
深田: やり方を変えるというのはなかなか大変だという点でしょうか。沖縄の事例では、校正チームはデザイン的な修正までは確認しなくていいと決まったのですが、どうしても見てしまったりとか。
福井: 一度、身についたやり方を変えていただくのは大変なんですよね。なぜ変えようとしているのかご理解いただくことが必須なのですが、ここにジレンマがあって。
ロジセンターの事例だったら「こうしたほうが早く終わるから」と説明してきました。しかしひとつの業務を2時間短縮したとして、空いた時間にまた違う仕事が割り振られたら、仕事が増えた感があります。それでは個人の観点ではメリットに感じてもらえないこともあるんですよね。
―――そういった声にはどう対応されているんですか?
福井: カイゼンの最終的な目的は原価低減です。これは会社の利益のためではあるんですが、まわりまわって従業員の利益にもなります。もし会社が利益を上げられず、雇用が守れなくなってしまえば、それは従業員の不利益になるわけですから。
それに、効率化することで仕事が楽になるという点もありますよね。カイゼンの原点は「誰かの仕事を楽にする」ことだとも言われています。実際、仕事がやりやすくなったという声をいただいたこともあるんですよ。
この考え方を忘れないよう心がけていて、皆さんにもそう説明することが多いです。
―――モノのない情報を扱うような業務では原価低減という考えはあまりピンとこない気がしてしまいますが。
福井: そちらは生産性で考えていただければ。カイゼンによって生産性を向上させれば、より付加価値のある仕事をする時間ができますよね。
また先ほどの沖縄の事例のように、残業時間が減らせるのは従業員にとってもメリットですよね。さらに業務時間を短縮することができれば、余った時間を自身のスキルアップやリスキリングの活動にあてていただくこともできます。
―――カイゼンを進めていくためには、従業員側がそういった意識の面でも理解を深めていかなければということですね。
福井: そうですね。それからこれは今後の課題なのですが、どこにムダがあるのか、どう削ったらいいのかという考え方を身に着けていただくことも欠かせません。
例えば、今取り組んでいるカイゼンのひとつに取扱説明書のセット作業があります。8箱分の取扱説明書をセット作業するとなった場合、8箱分の資材を並べて作業していくよりも、2箱分ずつ4回に分けて作業していった方が実は早い、ということがあって。
深田: 一度にやろうとすると並べる資材も多くなるので、置いておくスペースが広がります。手元に寄せたり、手が届かないのでいちいち歩いて取りに行くというムダな作業が増えてしまうんですよね。
福井: 8つまとめて作業したほうが早そうに思えるでしょう? 私もそう思っていました。でも小分けにしたほうがいい場合もあるんです。
これは一個流しといって、カイゼンではよく取り入れられる考え方です。どういう方法が本当は効率がいいのか、ムダをどう削っていけばいいのかといった考え方を、どうやったら作業者の方に理解してもらえるか、というのも課題のひとつですね。

カイゼンの終わりはカイゼンの始まり
―――では、今後についてお聞かせください。どういった取り組みを予定されているのでしょうか。
福井: 工場のほうではほぼすべての部署で取り組みが進んでいますが、まだまだ削れるムダがたくさんあると思いますので、ターゲットをうまく探し出して取り組んでいきたい。あと工場では営業やお客様からの要望には必ずお応えしようとしてしまうのですが、それが本当に必要な仕事なのかを洗い出し、ひとつずつ見直していきたいですね。
深田: 工場以外の拠点については、作業要領書の作成とブラッシュアップです。作業要領書は業務内容を把握している現場の方たちでなければ作れないものですので、その部署の方たちの意思を込めたものにしていただけるよう、周知もしていかなければなりません。
福井: そうなんですよね。きちんと作れているか、業務内容がわからない私たちでは判断できないですし。
だからやっぱり、理想は現場の方たちがカイゼンを進めてくれることなんです。工場ではそういった人材が育ってきているのですが、全社的に見るとまだまだ。ターゲットをさらに多くの事業領域に広げながら、カイゼンの考え方を社内に浸透させ、自らカイゼンしていける人材を増やしていくことが直近の目標です。
深田: 広報とのタッグで、改善の事例や知見を社内へ発信する機会を増やしていくことも考えています。
福井: 問題を見つけて自ら解決できる人材がどれだけいるかは、今後、企業の生産性の差になっていくと思います。カイゼンが蓄積された作業要領書は企業の財産であり、カイゼンを通じて人材育成や企業の資質を向上させることにも繋がりますから。
カイゼンの終わりはカイゼンの始まり、といわれています。社内にはムダのある作業やフロー、動線など、まだまだたくさんあります。従業員の皆さんとともに、全社でカイゼンを続けていきたいですね。
西川コミュニケーションズへのお問い合わせはこちら
お問い合わせ福井 満
西川コミュニケーションズ株式会社 管理本部 経営企画課 2019年に管理本部に配属。現在の経営企画課では、営業部、業務生産統括部時代に培った経験を活かし、各部門のカイゼンの推進や、社内ルールの策定、基幹システムの運営など、さまざまな部門に横断的にかかわる業務に従事。
深田青邦
西川コミュニケーションズ株式会社 管理本部 経営企画課 ディ・スタイル西川にて15年以上にわたり製版業務に携わる。その後GAC(現:東海BPOセンター)での業務改善活動をきっかけとして現在、経営企画課にて全社改善業務に取り組む。
社内活動カテゴリのブログを読む
-
生成AIと正しく付き合うには? 組織のパフォーマンスを最大化するNICOの挑戦
2026.02.26
-
従業員に「自分ごと化」してもらうには?企業メッセージを実現に導く行動指針とは
2025.10.28
-
資格制度の後押しで挑んだ「E資格」――異分野から切り拓くキャリア
2025.05.22
-
自分の"強み"を知って、働き方を変える。アセスメントを活用したEQ向上の取り組み
2025.04.23
-
自発的な学びへの道筋がポイント 西川コミュニケーションズのAI人材育成事例
2023.12.22
-
「伝えることで、社会をよりよく。」 企業メッセージに込めた西川コミュニケーションズの挑戦
2023.04.21
-
「学びなおし」が成長のカギ 変化の時代を生きるための人材教育とは
2022.06.24